
Update zum Handbuch Oberfräse mit Video DVD
In der aktuellen 6. Auflage dieses Buches habe ich auf der Seite 250 die Tastfinger für die Fingerzinken-Vorrichtung etwas modifiziert. Falls ihr auch diese Vorrichtung nachgebaut habt, dann findet ihr unten alles nötige um die beiden Metallwinkel entsprechend zu optimieren. Das ist in der Regel nur dann nötig, wenn ihr Holzstärken über 12 mm einsetzt und die Fingerzinken mit normalen geraden Nutfräsern herstellt. Da die Umbaukosten mit etwa 2 Euro aber sehr gering sind, lohnt es sich auf jeden Fall die Winkel bei Gelegenheit zu modifizieren und zu ersetzen.
Stabilere Tastfinger an den Stuhlwinkeln (Breitwinkeln)
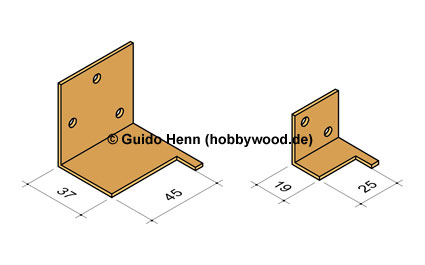
Wenn Sie anstelle von Spiralnutfräsern öfter normale gerade Nutfräser einsetzen, kann es bei tiefen Fingerzinken vorkommen, dass die langen und schmalen Tastfinger der beiden Stuhlwinkel (Breitwinkel) etwas nachgeben bzw. sich verbiegen. Dieses Problem lässt sich ganz einfach lösen, indem Sie die beiden Winkel nur soweit ausklinken, wie die beiden Finger auch maximal aus der Vorrichtung vorstehen müssen. Dadurch sind die 5 mm schmalen Tastfinger deutlich kürzer und natürlich auch stabiler. Selbst bei größter Spanabnahme ist kein Verbiegen oder Nachgeben mehr zu befürchten. In der Zeichnung rechts finden Sie die entsprechenden Maße der Ausklinkungen sowohl für den großen 50 x 50 mm, als auch für den kleineren 30 x 30 mm Breitwinkel.
Wenn Sie anstelle von Spiralnutfräsern öfter normale gerade Nutfräser einsetzen, kann es bei tiefen Fingerzinken vorkommen, dass die langen und schmalen Tastfinger der beiden Stuhlwinkel (Breitwinkel) etwas nachgeben bzw. sich verbiegen. Dieses Problem lässt sich ganz einfach lösen, indem Sie die beiden Winkel nur soweit ausklinken, wie die beiden Finger auch maximal aus der Vorrichtung vorstehen müssen. Dadurch sind die 5 mm schmalen Tastfinger deutlich kürzer und natürlich auch stabiler. Selbst bei größter Spanabnahme ist kein Verbiegen oder Nachgeben mehr zu befürchten. In der Zeichnung rechts finden Sie die entsprechenden Maße der Ausklinkungen sowohl für den großen 50 x 50 mm, als auch für den kleineren 30 x 30 mm Breitwinkel.
Und hier noch ein kurzes Video zum Einsatz der Fingerzinken-Vorrichtung
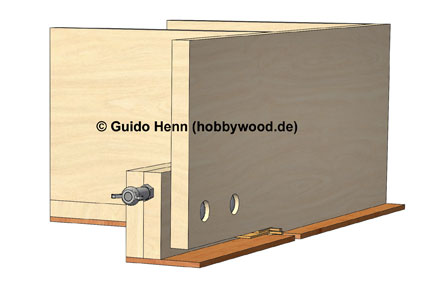
Mit der Vorrichtung lassen sich jegliche Arten von Fingerzinkeneinteilung herstellen. Optisch ist es auf jeden Fall schöner wenn Anfang und Ende des Bretts immer gleich sind, also entweder mit einem Zinken oder mit einer Nut (Lücke) enden. Auf die Stabilität der Verbindung hat das jedoch überhaupt keinen Einfluss, so dass man je nach Werkstückbreite oder Nutfräserdurchmesser auch problemlos davon abweichen kann. Der Arbeitsablauf ist auf jeden Fall völlig identisch, egal für welche Zinkeneinteilung man sich entscheidet!
Mit der Vorrichtung lassen sich jegliche Arten von Fingerzinkeneinteilung herstellen. Optisch ist es auf jeden Fall schöner wenn Anfang und Ende des Bretts immer gleich sind, also entweder mit einem Zinken oder mit einer Nut (Lücke) enden. Auf die Stabilität der Verbindung hat das jedoch überhaupt keinen Einfluss, so dass man je nach Werkstückbreite oder Nutfräserdurchmesser auch problemlos davon abweichen kann. Der Arbeitsablauf ist auf jeden Fall völlig identisch, egal für welche Zinkeneinteilung man sich entscheidet!
